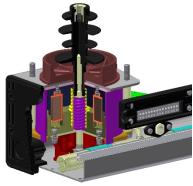
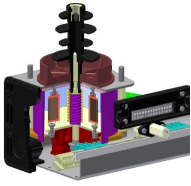
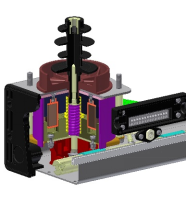
| 1. 真空灭弧室 2. 上接线端 3. 动触头及波纹管 4. 软连接 5. 下出线端 6. 操作绝缘杆 7. 分闸弹簧 8. 触头压力弹簧 9. 机构线圈、 10. 动铁芯 11. 磁控机构 12. 连锁销 13. 同步轴 14. 辅助连锁接口 15. 辅助开关面板 16. 磁控机构外壳 17.绝缘支撑 |
磁控断路器基本结构
高可靠的磁控驱动机构
传统断路器通过一个全部是机械件的操作机构来把分合闸动作传递到真空灭弧室的动触头上。而动触头的分闸或者合闸位置保持都是依靠机械件来锁止的。而机械故障是断路器在分合闸操作中失败的主要原因。
法拉特团队从产品可靠设计角度极大的简化了这个设计。MS系列断路器采用了三个单稳态磁控机构,每相一个,垂直布置,所有的开关动作部件轴向对称,所有的可动部件都是线性和垂直运动。三个操作机构内置于一个机构箱中,且通过同步轴实现同步动作和辅助开关的位置指示。
MS系列断路器对比传统机械开关省去了如下部件:
l 机械连锁
l 此轮、链条、拐臂
l 分合闸线圈
l 电机和储能弹簧
紧凑设计的真空灭弧室
MS断路器磁控机构与真空灭弧室的垂直布置带来的益处是优化了真空灭弧室的尺寸以和极大的增加了其电气寿命和机械寿命。
灭弧室的纵磁场灭弧设计,使电弧均匀分布在触头表面,提高了真空灭弧室的开断性能。
触头材料及触头优化设计的动作速度使得全寿命合闸无弹跳。
灭弧室波纹管外置,采用不锈钢片焊接 ,避免了分合操作中的波峰波谷的机械疲劳,使得断路器机械寿命极大延长。
MS断路器在整个5万次操作循环以及100次的额定短路开断情况下,不需要替换和调整任何零部件。
 |
断路器合闸过程:
在分闸位置时,真空灭弧室动触头通过分闸弹簧保持在分闸位置,分闸弹簧内置于单稳态磁控操作机构中。
断路器分闸位置 |
|
|
|
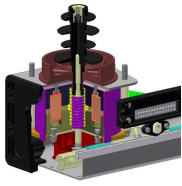
合闸操作时,驱动模块合闸电容向机构线圈注入一个脉冲电流,此时在磁控机构动静铁芯的空气隙间产生一个磁场,不断上升的电流使磁场也在变大,磁场使动静铁芯间的磁吸引力也在变大,直至克服分闸弹簧的张力,动铁芯开始驱动操作绝缘杆使动触头开始运动。
在动铁芯向静铁芯运动过程中,空气隙变小,磁吸引力持续增加,使静铁芯加速推动操作绝缘杆和动触头以1m/s的速度实现合闸,速度、触头材料、触头形状、优化的整体结构,使合闸无弹跳,从而避免了合闸前重燃的风险。
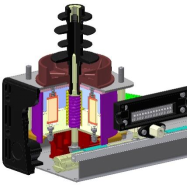
当触头闭合后,动触头停止运动,但是动铁芯还有超行程,继续压缩触头压力弹簧。线圈电流使磁控机构饱和,即使线圈合闸脉冲电流被关断,也有足够的剩余磁力来维持动铁芯处于合闸位置。
在合闸位置,真空灭弧室触头通过磁控机构剩磁力保持在合闸位置。即使在一定条件的震动和冲击下,这个剩余保持力仍然使磁控机构保持在合闸位置。
断路器分闸过程:
断路器在合闸位置 |
|
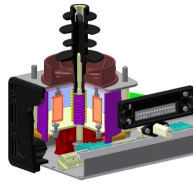
断路器刚分 |
断路器完成分闸 |
对于分闸操作,控制模块向机构线圈注入一个反向脉冲小电流即可实现,这个电流起到退磁的作用,磁控机构剩磁保持力下降,当分闸弹簧和触头压力弹簧的张力大于磁保持力时,机构动铁芯开始加速向下运动,运动超行程之后,灭弧室动静触头开始快速分开。
MS断路器也可实现手动分闸操作,通过转动同步轴或者给连锁销一个推力,当这个力大于磁保持力时,磁控机构被强制分开,最终并依靠分闸弹簧和触头压力弹簧实现手动分闸。
当驱动模块辅助电源失电后,MS断路器不可以实现手动机械合闸操作,但可以通过手摇发电机以及内置锂电池的便携合闸模块实现合闸操作。

公众号

二维码2